


聚烯烃管材拉伸(拉力)试验机选择取样方法
试样要求:
1、通则
管材壁厚小于或等于12 mm规格的管材,可采用哑铃形裁刀冲裁或机械加工的方法制样。管材壁厚大于12 mm的管材应采用机械加工的方法制样。
2、试样尺寸
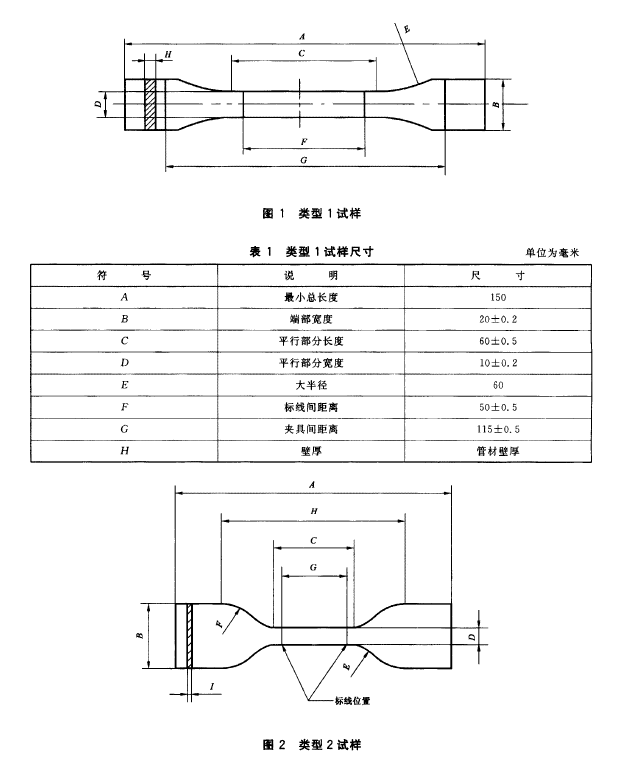
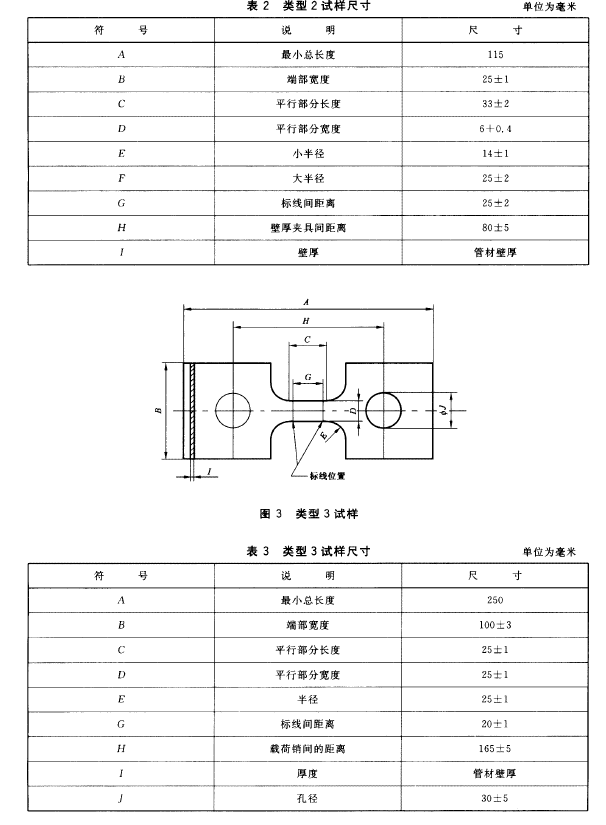
依据管材厚度的大小,在图1及表1;图2及表2;图3及表3中选择一种形状和尺寸的试样。
注1:类型1的试样等同于GB/T 1040-1992中的类型1B试样。较小一些的试样等同于GB/T 8804.2-2003中的类型2试样。
注2:为避免试样在夹具内滑脱,建议试样端部的宽度(b2)与厚度(en)成下列线性关系:
bz = en +15 ( mm)
试样的制备:
a)壁厚小于或等于12 mm的管材根据下列类型应采用裁刀冲裁或机械加工制样:
—壁厚大于5 mm但小于或等于12 mm采用类型I;
—壁厚小于或等于5 mm采用类型20
b)壁厚大于12 mm的管材应采用类型1或类型3用机械加工方法制样。
- 裁切方法
根据管材的厚度,选择与类型1或类型2试样截面对应的裁刀(GB/T 8804. 1中4. 6。在室温下使用裁刀,在样条的内表面均匀地一次施压冲裁试样。
4、机械加工
用机械加工方法制取试样,需采用铣削。
铣削时应尽量避免使试样发热,避免出现如裂痕、刮伤及其他使试样表面品质降低的可见缺陷。
公称外径大于110 mm规格的管材,直接采用机械加工方法制样。
公称外径小于或等于110 mm规格的管材,应将截取的样条在下列条件下压平后制样。
a)温度:PVC-U或PVC-HI管加热温度为125℃-130℃o PVC-C或PVC-U/PVC-C共混料制
作的管材加热温度为135℃一140 ℃
b)加热时间:按1 min/mm计算。
c)平面压力:施加的压力不应使样条的壁厚发生减小。压平后在空气中冷却至常温,然后用机械 加工方法制样。
