


技术要求:
公称尺寸不大于DN50的钢塑管应进行弯曲试验。试验时,试样弯曲角度应为:聚乙烯涂塑复合钢管为90°,环氧类涂塑复合钢管为30°.衬塑复合钢管为l0°;弯曲半径为钢塑管外径的8倍;试样应不带填充物。对于基管为直缝焊接钢管的钢塑管,其焊缝应位于弯曲方向的外侧而。弯曲后沿试样最大弯曲处两侧各150 mm锯断,将该段试样从弯曲圆弧的中部纵向剖开,剖开后的试样不应出现裂纹,钢与内外塑层之间不应出现分层现象。
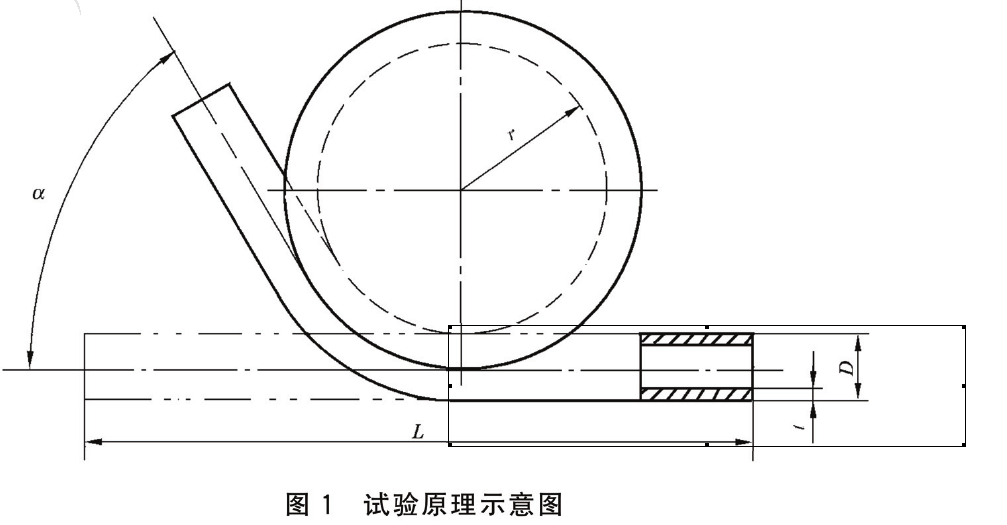
试验原理:
将一根全截面的金属直管绕着一个规定半径和带槽的弯模弯曲,直至弯曲角度达到相关产品标准所规定的值。
试验规程:
1、试验一般应在10℃-35℃的室温范围内进行。对温度要求严格的试验,试验温度应为23℃士5℃
2、金属管通过金属弯管试验机将不带填充物的试样弯曲,试验时应确保试样弯曲变形段与金属管弯模紧密接触,直至达到规定的弯曲角度。
3、在进行直缝焊管的弯曲试验时,焊缝相对于弯曲平面的位置应符合相关产品标准的规定。如未规定具体要求,焊缝应位于与弯曲平面呈90°(即弯曲中性线)的位置。
4、应根据相关产品标准的要求对弯曲试验结果进行说明。当产品标准中未做规定时,在不使用放大镜的情况下,如无可见裂纹,应评定为合格。
